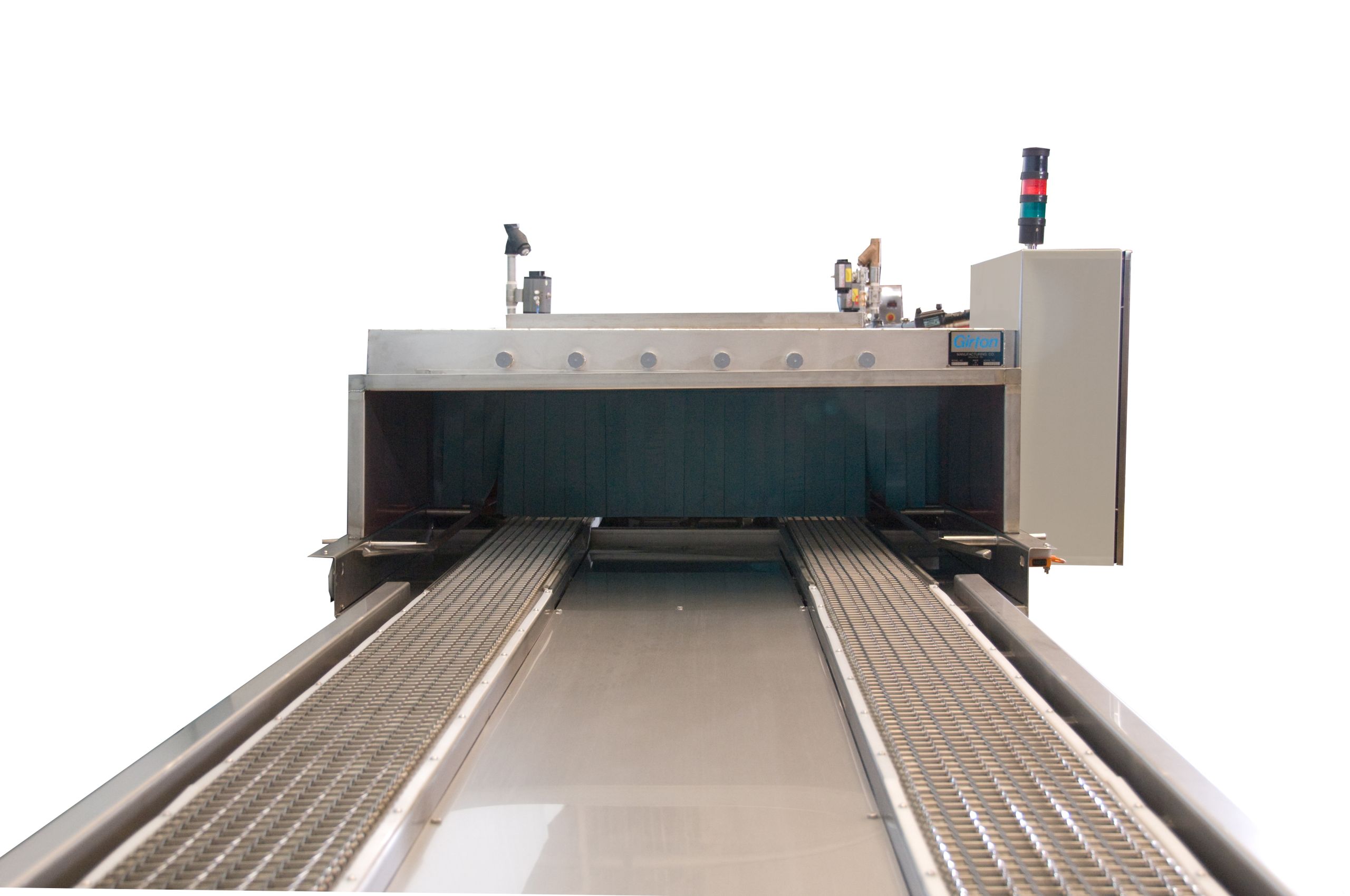
Horizontal pallet washers deliver continuous, validated cleaning for pharmaceutical, food, and reusable packaging operations, supporting in-line material flow while improving efficiency and ensuring cGMP and FDA compliance.
Horizontal pallet washers are designed for pharmaceutical, food, and reusable packaging operations that require continuous cleaning and sanitizing of large volumes of containers and components.
They provide reliable, validated wash, rinse, and optional drying cycles to support compliance with strict cGMP, FDA, and industry regulations. By automating product movement and maintaining separation between dirty and clean areas, conveyorized washers help reduce the risk of cross-contamination and protect product integrity.
Their horizontal, enclosed, and continuous configuration enables smooth in-line material flow while improving efficiency, consistency, and labor utilization compared to traditional batch washing systems.
• 15 Horsepower stainlesssteel pump
• Allen-Bradley Compact Logix PLC and Panel View plus 7 600 HMI
Our website uses cookies from third party services to improve your browsing experience. Read more about this and how you can control cookies by clicking "Privacy Preferences".