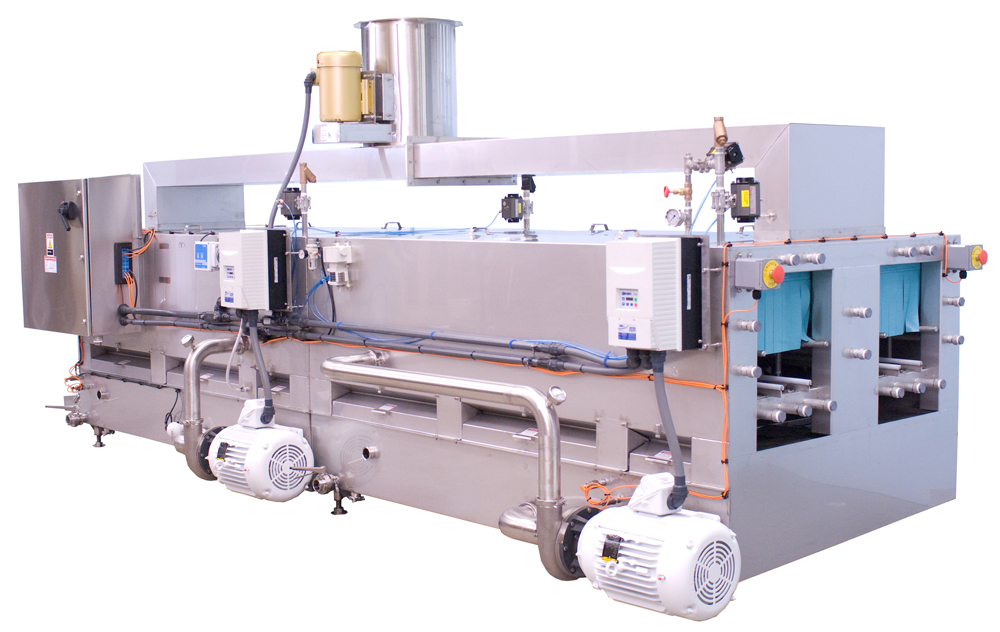
Dual-lane case washers deliver continuous, validated cleaning for high-volume food processing operations, increasing throughput while supporting sanitation and regulatory compliance.
Dual-Lane Case Washers are designed for food processing environments that require continuous cleaning and sanitizing of large volumes of containers and components.
They provide reliable, validated wash, rinse, and optional drying cycles to help meet strict cGMP, FDA, and industry regulatory standards. By automating product flow and maintaining a clear separation between dirty and clean areas, conveyorized washers minimize the risk of cross-contamination and protect product quality.
Their enclosed, continuous dual-lane configuration increases throughput, supports parallel processing, and enhances efficiency, consistency, and labor utilization compared to traditional batch washing systems.
• Stainless steel construction
• Capacities from 20 to 60 cases per line
• Compact design for maximum case capacity
• In a dual-lane configuration
• Case separators for enhanced cleaning
• Relay logic controls
• Exclusive Girton Deflector Jet System
• Adjustable guide rails
• Remote pump and screen system for ashers mounted on a mezzanine
• Self-contained conveyor drive or slide rails for push though conveyor drives
• Steam injection or steam coil heating
• PLC controls in lieu of relay logix
• Manifold exhaust plenum with stainless steel exhaust fan
Our website uses cookies from third party services to improve your browsing experience. Read more about this and how you can control cookies by clicking "Privacy Preferences".